[cs_content][cs_section parallax=”false” style=”margin: 0px;padding: 0px;”][cs_row inner_container=”true” marginless_columns=”false” style=”margin: 0px auto;padding: 0px;”][cs_column fade=”false” fade_animation=”in” fade_animation_offset=”45px” fade_duration=”750″ type=”1/1″ style=”padding: 0px;”][cs_text] “Give me five minutes, and I can teach a monkey to wire weld.” Yes, it’s true. Anybody can weld aluminum.
“Give me five minutes, and I can teach a monkey to wire weld.” Yes, it’s true. Anybody can weld aluminum.

(1) Hobart, Ironman 210 MIG welder
(1) Wire welders or MIG (metal inert gas) welders have a spool of wire inside and a motor drive that pushes the wire through the umbilical to the gun, along with the power for the arc, and shielding gas such as argon to keep oxygen away from the weld. A trigger on the gun starts the power, wire, and gas. A ground camp must be attached to the work so the electric circuit is completed, and there are other options, for other types of welding, here is a guide for choosing a welder for roll cage if that’s what you need.

(2) Spoolmate 185, spool gun with a DIY water cooled barrel.

(3) Opened up for cleaning.
My starter welder is a Hobart Ironman 210 purchased at an auction for $600. Then I purchased a 5 foot tall, 300 cubic foot gas bottle for the argon gas needed for aluminum welding. Shielding gas for steel welding is optional, as you can buy flux core wire for steel that generates its own shielding gas.
You could use the gun that comes with the Hobart but the umbilical is only 10 feet long and since aluminum wire has more friction than steel and it also bends easier than steel wire, the welder will have problems pushing it through the umbilical.
(2) (3) It’s best to add on a spool gun for aluminum. A spool gun has a 1 pound spool of wire on the gun, so feeding it through the umbilical is not an issue. You can then keep the machine and standard gun loaded with wire for welding steel. This will give you a quick way to switch from aluminum to steel.
I purchased the recommended spool gun which is a Spoolmate 185 for $400 from Welding-Direct.com in 2003. They have good prices and fast delivery but you will have to put up with poor packaging, frequently damaged or wrong orders, appalling customer service, and obtuse representatives. I have since taken most of my business to WeldingDepot andWeldingSupply without problems and some of the prices are even better.
Not all welders have inexpensive spool guns designed to be connected directly to the welder so check before you buy. The Spoolmate, like other spool guns, holds a 1 pound wire spool on the gun and feeds it with a motor in the grip. The power and gas are still supplied from the welder but the umbilical is 20 feet long which makes it much easier to move around a 20 foot boat.
I have found that there is no need to bleed gas through the gun after the first time that it is hooked up. (1) There are two gauges on the regulator that connects to the argon. One of these is the pressure in the bottle, and the other is the cubic feet per hour that is flowing through the gun. The argon refill cost about $65 dollars but 300 cubic feet will last through about 25 pounds of wire if you keep the gas flow down around 20 cubic feet per hour (cfh). The flow is adjusted at the regulator and I set mine to the recommended 20 cfh when the gun is operating. You will know if is not enough or if you forgot to turn it on because your weld will be nothing more than a splatter of small aluminum spheres.
(5) PanchoVilla, the infamous outlaw and revolutionary known for his fondness of large guns.
It is important to stay within the duty cycle of the welder, which for me, welding 3/16″ aluminum, is about 5 to 6 minutes out of every 10 minutes. However I quickly learned that the duty cycle for the Spoolmate gun was much lower. After about 4 minutes of almost continuous welding the barrel became so hot that the plastic gas supply hose melted and fell off. I found that I could only weld about 4 inches, or a couple of 2 inch stitches before I needed to take a break and let the barrel cool down. (2) I solved this problem with a $50 trip to Home Depot where I purchased some 1/4 copper tubing, 50 feet 3/8 inch clear plastic tubing and a the smallest garden fountain pump they had. I coiled the copper tubing around the barrel, connected the ends to the plastic tubing and used wire ties to bundle the plastic tubing to the umbilical. The plastic hoses reach back to the welder and then on into a bucket of water where the pump circulates water through the hose. The pump can only lift water 3 feet, but after the air is out of the line I can lift the gun as high as needed because the water flowing back to the bucket creates a vacuum that assists the pump in lifting the water. The added weight is marginal and the barrel stays cool, allowing me to weld for 5 or 6 minutes with one less thing to burn me.

(4) Long Reach option.
(4) There is a nine inch “Long Reach” 9 inch barrel available for the Spoolmate from Welding-Direct.com, that makes it possible to weld in most hard to get to places. (5) I call it my “Pancho Villa” configuration. It is not often that I needed it so I would not recommend it unless you know you’re going need it.
Aluminum MIG Welding Tips
I have put together the following list of aluminum welding tips that work for me:
Crank Up the Amps and the Wire Speed

(1) Crank it up and spray arc!
First on the list is the last thing that I am just now learning. When I was first starting out I fooled around with the welder a lot, trying to find the best settings with .035 diameter ER4043 wire. I settled on a voltage setting of 4 and a wire speed of about 290 inches per minute. My decision was most likely influenced by my inability to control the gun with a faster wire speed and burning through practice pieces because I let them get too hot.
(1) Now I only weld aluminum at the highest voltage setting and the highest wire speed which is 380 inches per minute. I use these settings on 3/16 inch and even on thinner 1/8 inch sheet. It was a letter from Gary Lucas that got me to this point. Here is Gary’s letter:
I know a bit about welding aluminum, so I looked at what you wrote about how to do it, and I looked at the pictures of your welds. I believe you don’t have your welding machine adjusted properly. Here’s what makes me think that. You mentioned the little ball on the end of the welding wire after welding. There shouldn’t be any, it should be a sharp point. Your welds are very smoky down both sides, there should be very little smoke. The welds do not flow smoothly into the parent metal, and they should everywhere. Aluminum should be welded using spray arc, not short arc. You can tell if you are using spray arc by several signs.
First, when you stop welding the wire has a sharp point, not a ball on the end.
Second, when you are welding the sound is like the sound made by a spray gun when spray painting, not like eggs frying. Third, the weld will be quite shiny and not all smoky. [This is true only if your wire is clean and dry.] Fourth, while welding there will be almost no sparks thrown off, all the metal will go into the weld.
To get spray arc you need to turn the voltage up, and the wire speed too as you increase the voltage. Keep turning up the voltage and the wire speed until you hear the dramatic change in the sound of the weld, then just a little more so that it is welding smoothly that way. I think you are going to be amazed at just how far you need to turn up the voltage to get this to happen.
Once you achieve spray arc several things will occur. Your welds will be much nicer looking. Your welds will be much stronger. You will be welding MUCH faster. You will get much more weld per spool of wire.

(2) Right side is level 4, the wire speed is 300 in/min . Left side is level 6 at 370 in/min.
(2) So I took Gary’s advice and sure enough the quality improved. The photo shows the hotter weld on the left. It feathers much better into the 3/16 inch sheet because it is penetrating better. The colder weld on the right required working the tip from side to side and it has a larger cold start length.

(3) Spray weld on 3/16 inch.
(3) I still get a ball on the end of the wire as seen in the photo but it is smaller. The travel speed is also increased and the sound is like high pressure air escaping, no snaps or pops. The weld is shiny, but I still have a coating of soot around the weld because my wire is damp.
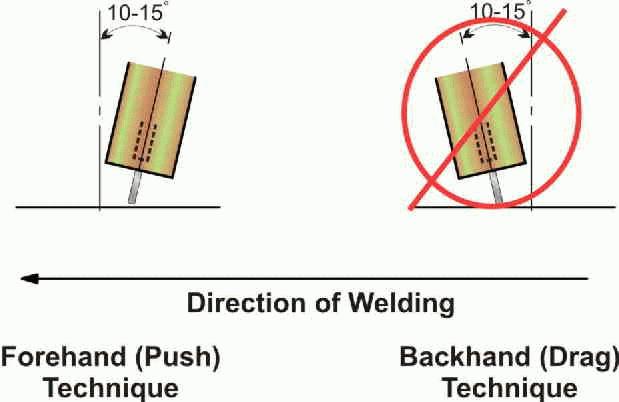
Forward Push
Use a “Forward Push” or lean the tip 10 to 15 degrees away from the direction of the weld. You can cheat when needed in corners, but this is the easiest method for me. Just keep the spray in the welding pool.
 It will take some practice to go fast enough not to burn through but not so fast that you don’t get the cleaning action and penetration needed by the welding pool.
It will take some practice to go fast enough not to burn through but not so fast that you don’t get the cleaning action and penetration needed by the welding pool.
Brace the Gun and Get a Light
It really does help to set up an arm rest when welding long finish welds. A bright light is also good for helping you see the joint and track in a straight line.
To best control your weld bead, use both hands to steady the gun and keep the wire directed at the leading edge of the weld pool.

Good lighting and a hand rest.
In tight spots, make a dry run pass with your helmet down just so you can see what you might bump into or get tangled up on.
Pre Heating
Cold starts leave a high spot in the weld that may need to be ground down and the weld under the high spot will not have gotten hot enough to cause the base material to melt and fuse together. Since most welds are only a few inches long, it’s a good idea to avoid cold starts as much as possible. Make sure you are welding with the spray technique described above. Then trim the wire so about 1/8 of an inch is sticking out from the tip, especially if there is already a little ball left of the end of the wire from the previous weld. It’s better if the metal is already warm.
You can pre-heat the base material with a propane torch so that it is between 150 to 200 along the entire length of the joint. In addition to reducing cold starts this will also remove any water, reduce distortion, and improve fusion in the base metal. The temperature can be checked with a surface thermometer like those available from PCT Instruments at www.ptc1.com or one of the many non-contact infrared thermometers now on the market. After a while you will also learn what 200 degrees feels like. Moving the flame widely across the length of the seam, you will actually see the condensation form and then evaporate from the surface. Be sure that the heat has time to be conducted completely through the surface of the metal. You can check this by heating on one side and measuring on the other.
Fill the Crater
Fill the crater at the end of the weld to avoid a crack by dwelling in the weld pool for a second before stopping. Be careful if the metal is very hot, or you will burn through.
Welding Small Parts

Weld small parts on and then trim them to size.
Because heat travels so fast through aluminum, when welding small parts it is easy to burn completely through, especially at the ends and corners. If you can, it is best to weld on small parts before cutting them to size. This will allow you to start the weld in the area that will be cut away and end the weld were there is more material to act as a heat sink.
Also a heavy piece of steel or aluminum to use as a backing when welding small parts helps so that much of the excess heat can be transferred into the backing material and prevent burn through.
Clamping the part to the backing material or “strong back” will also help prevent warping.
Position of the Weld.
 When welding on a surface that is vertical or overhead welding, you should keep the weld pool small and use the smallest wire diameter size you can. Actually, for me anyway, overhead is very difficult. I think it best to take the time to move the boat and not weld on any surface that is overhead. Good planning is key but as my project progresses, I am sure to find this easier said than done.
When welding on a surface that is vertical or overhead welding, you should keep the weld pool small and use the smallest wire diameter size you can. Actually, for me anyway, overhead is very difficult. I think it best to take the time to move the boat and not weld on any surface that is overhead. Good planning is key but as my project progresses, I am sure to find this easier said than done.
If larger fillet welds are desired then use multiple straight passes. It will provide a better appearance and have less chance of burn through, and other defects.
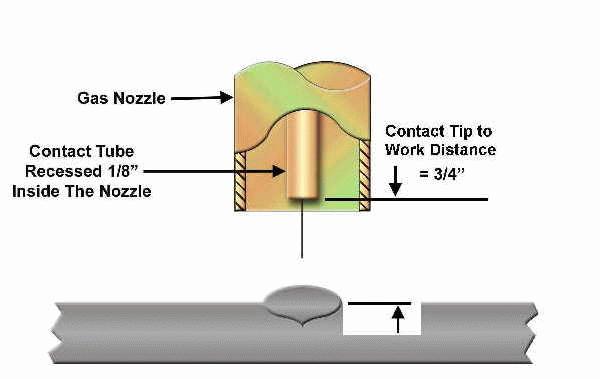
Keep the tip 3/4 inch above the work surface, but this is more suggestion than rule. The closer you are the hotter the weld and the more likely your wire is going to burn back to the tip and clog it. I started with 12 tips when welding with 8mm wire and managed to clog all of them within the first week, prompting me to purchase 60 of them at about 60 cents a piece. After I switched to 9mm wire and 9mm tips I only clogged up 1 (so far) while trying to weld with a slower wire speed.
Keep a 1/4 ¬- 3/8 inch “stickout”, which is how much wire is extended from the tip of the contact tube. This is a guideline too, but any less and the wire will burn up into the tip and clog it. You can decrease the amount of stickout by moving the tip closer to the weld or reducing the wire feed speed. By the way, I read that you can reuse clogged tips if you let them soak in Hydrochloric (Muriatic) acid until the aluminum dissolves. I tried this and it does work but you must have the patience of Moses or you only slightly clogged the tip. Now I just toss them in the trash.
Cleaning
Clean the surfaces to be welded by first wiping it with acetone on a clean rag to remove oils and dirt. If the weld is really important, then clean it three times with three different clean rags turning them often and keep the rags in the same order for each spot you clean so the that last rag used is always the cleanest. Once the surface is thoroughly cleaned you do not have to go back and do this step again unless you contaminate the area with oils. Don’t clean where you are welding or where motors (like grinders) are operated or where there are other sources of heat or sparks exist! Acetone and welding combine to make explosions and fire. I know this from experience. Sorry I don’t have a photo.
Next brush the area with a stainless steel brush. The oxidation layer that forms on the surface has a much higher melting point than the aluminum that lies underneath and if it is not removed it plays havoc with the welding arc, causes oxidation to be mixed into the filler material, and traps welding gasses in the weld that will form bubbles, leaks, and cracking. I use a bench grinder wheel brush or an angle grinder with a cup brush but don’t use too much pressure. You only want to break up the oxidation layer and you do not want to smear the surface and entrap any of the oxide or pieces of the steel wire. The brush should never be used on anything other than aluminum so that it does not become contaminated and it should be cleaned after about 8 hours of use by washing it in acetone. Also do not brush more area than you will weld within the next hour as the oxidation will immediately start to reform. If the weld is critical then brush it again with a stainless steel tooth brush sized brush just prior to the weld. This will ensure that the oxidation is broken up, and gasses trying to escape the weld puddle will do so through the openings in the oxidation.
Kevin Morin, an experienced aluminum boat builder, offers the following suggestion. “I keep one [brush] in my off hand and sometimes cup it with the barrel of the gun. Other times if I’m working with a helper, I’ll leave them to hand brush for me and hold their hand to the end of the brushed area, Then I walk to their gloved finger tip and begin the next weld – this can help you put down more wire, by many times, than tooth-brushing for yourself.”
I welded some spots that I intentionally contaminated with sweat, oil and dirt. Sweat is not an obvious problem but oil is! Some even recommend wearing gloves to prevent contamination from the oil naturally on your hands. It sounded a bit extreme, but I do hold items with a clean rag while cleaning them with my other hand, and gloves will also prevent some burns.
Cutting Lubricant
Lubricating your carbide blades will help them cut faster and stay sharp much longer. I’ve used WD-40 and it works great as a cutting lubricant but makes a mess that must be completely cleaned up if the part is going to be welded. You need need to be sure and clean the oil off with acetone and do so before you brush it so you don’t contaminate your wire brush with oil.
Welding Helmets
I asked one of the old-timers in the welding store about the helmets that automatically darken when you start the weld. He looked me and my grey beard over and replied: “Well, some of the kids use them.” So I bought one of each (from eBay) and believe me the “kids” are right! The other helmet is for guests and for the day I break my automatic helmet and have to wait for another to arrive. Get one that you can adjust the amount of darkening. I found that when I got the adjustment a little darker than the lightest allowed setting, I could see the “stickout” better as well as the edges of the weld puddle. The bottom section of the visor is the liquid crystal view port, and the top part is a solar panel that charges the battery and senses the light from the welding arc in order to darken the crystal lens. You will have to be careful not to place your head where you are looking just under a part. Doing so will prevent the solar panel from detecting the arc and the lens will not darken.
Use the Right Wire if You Can
 Hobart as well as Stephen Pollard in his book Boatbuilding With Aluminum recommends using 5356 for welding 5082 and 5086 aluminum alloy which is the standard alloy for aluminum boat building. However 5356 is not available locally so I learned with 4043 which is commonly used for 5052 and the softer 6000 series aluminum alloys. So after my order of 50 spools of 5356 arrived I switched over and found that no matter how I adjusted my welder, I consistently got sloppy welds with a large amount of splatter and columns of smoke. So I ordered more 4043 and sent the 5356 back. The lesson is that the wire makes a big difference, try a spool before you buy a case. The 5356 is the preferred wire for use with the 5000 series aluminum because it does produce stronger welds. No matter what wire you end up using, they all must be used in combination with 100% Argon shielding gas. If you really need the strength then you will want to look at a welder that can produce more amps, with pulse control, and something other than the low end Spoolmate 185. Also turn the argon gas flow up to about 40 cfm.
Hobart as well as Stephen Pollard in his book Boatbuilding With Aluminum recommends using 5356 for welding 5082 and 5086 aluminum alloy which is the standard alloy for aluminum boat building. However 5356 is not available locally so I learned with 4043 which is commonly used for 5052 and the softer 6000 series aluminum alloys. So after my order of 50 spools of 5356 arrived I switched over and found that no matter how I adjusted my welder, I consistently got sloppy welds with a large amount of splatter and columns of smoke. So I ordered more 4043 and sent the 5356 back. The lesson is that the wire makes a big difference, try a spool before you buy a case. The 5356 is the preferred wire for use with the 5000 series aluminum because it does produce stronger welds. No matter what wire you end up using, they all must be used in combination with 100% Argon shielding gas. If you really need the strength then you will want to look at a welder that can produce more amps, with pulse control, and something other than the low end Spoolmate 185. Also turn the argon gas flow up to about 40 cfm.
Adjust the Spool Gun’s Drive Rollers
Keep the wire feeder drive roll pressure just tight enough to feed wire. You should be able pull the wire with a tug from a pair of pliers and make it slip through the drive rollers. This will help prevent a bird nest in the drive rollers when you inevitably burn the wire back into the tip.
Storing Your Wire
 How you store your wire is important if you want really good welds. You must keep it clean, dry, and free of oils. If you buy a case or two and only use it occasionally then you are doomed to black soot. The problem is that the wire and any new aluminum will quickly form a hard layer of oxide on the surface when exposed to oxygen. The oxide melts at a higher temperature and causes the weld to be harder to control as well as causes the black soot. If you want to keep your wire at its best, then keep it sealed in a warm, dust and moisture free container. An old refrigerator with a light bulb is good for preventing condensation.
How you store your wire is important if you want really good welds. You must keep it clean, dry, and free of oils. If you buy a case or two and only use it occasionally then you are doomed to black soot. The problem is that the wire and any new aluminum will quickly form a hard layer of oxide on the surface when exposed to oxygen. The oxide melts at a higher temperature and causes the weld to be harder to control as well as causes the black soot. If you want to keep your wire at its best, then keep it sealed in a warm, dust and moisture free container. An old refrigerator with a light bulb is good for preventing condensation.
A better approach is storing your wire in a box with a moisture absorbing agent, or desiccant like Activated Alumina. The builder of the sailing vessel Joohee stores his wire in a box with Silica Gel desiccant and a digital hygrometer. See more about Joohee at www.sailjoohee.com. Silica Gel is available for $70 for a 50 lb. bag of 1/8 inch beads fromwww.ecompressedair.com or www.deltaadsorbents.com. They also have the Silica Gel desiccant in varieties that change color as it absorbs moisture, but it costs 4 times as much. While Activated Alumina does not change colors, you can buy a humidity meter or hygrometer for about $5 that will show you when it’s time the change the desiccant. Both Silica Gel and the more economical Activated Alumina can be dried out or regenerated in 450 degree oven and then reused. You really only need a few pounds but it’s so much cheaper in 50lb that it would make a great Christmas present, don’t you think? Maybe your nephew would like to mummify the cat?
If you really want to keep it pure, then flood your storage with argon. Argon is heavier that air and could be injected into a plastic bag with the wire on injected into the top of that old refrigerator. You could also put your wire into a plastic bucket with a chuck of dry ice and allow the air to vent from a small hole in the lid of the bucket. This will leave the bucket full of CO2. This is also a good why to kill bugs in your food stores.
Controlling Distortion
The metal boat building books will tell you to spread your welds and stitch weld in order to allow time for the welds to cool and hence minimize distortion. And it’s a very good recommendation. Over weld a couple of practice pieces and check how much welding a part will tolerate before it bends out of shape. With some practice you can place welds on the opposite side of the piece to force it to bend back into its proper shape. MIG welding must be done in a windless area so that the shielding argon gas is not blown away. A little air movement is good though as the fumes from welding are harmful and most Mid-West summers will kill you from the heat and humidity if you’re too sealed up. No use in having a prefect weld, if you’re laying dead on the shop floor.
Don’t Breath that Smoke
Welding Aluminum produces ozone, nitrous gases, carbon monoxide, and carbon dioxide, and welding in a confined or poorly ventilated space or with your mask directly above the weld will allowed you to inhale enough of these fumes to cause you respiratory distress, in the form of shortness of breath, dizziness, nausea, and coughing. It happened to me so please take my advice, you will not enjoy it.
Kentucky Ken, my welding advisor, adds this: “I’m using an inhaler now without much good. I welded 1” aluminum one night with the MIG and it was windy outside so I had to shut the shop door, there was white powder (burnt oxidation) on everything in there. My hood was covered thick since I have to put my face into my work to see. Well the next day I went out and opened the shop and I found 2 dead mice laying there in the floor. Now that’s getting bad when the shop is 30′ x 50′. Put that on your welding page as a direct testimonial warning.” — Thanks Ken. Now he tells me 🙂
Wear Long Sleeves and Gloves

Welding Sunburn
Once I started finishing the welds and burning through more than one pound of wire in one day, I learned to wear long sleeve shirts and gloves. It might not matter if I had a real job, working outside for my living, but my baby soft Database Administrator forearms got a nice sunburn from the welding.
Bend Break Testing
I had hear of bend/break testing, but I had been gingver a good description of the right way to do one so I asked boat builder Kevin Morin who is a prolific contributor to forms on metalboatsociety.org and he has contributed the following.
Break bend tests are usually done to single pass welds on one side of the test, but not exclusively. Double sided welds are also tested but they not being bent to stress and unsupported root face.
If a butted T with a square edge and no gap, is welded then back bent from the root side back over the face the weld integrity is fully tested. This should hold and the weld should back bend without failure to be a successful bend break for an unbeveled T fillet. But not all T fillets make this test even with 5356 filler on 5083/86 material.
The same weld is done with a full bevel, to the lower edge of the vertical T member, and the root edge should show a slight slump-through or penetration of the root edge of the parent material. This shows a ‘full penetration’ of the parent material – usually without this slight bulge, the root bend will tear that ‘back side’ face of the weld as the root zone gas pockets act as a failure point or notch in the fillet. This weld is similar to a bulkhead weld that is fully water tight were the bulkhead to hull joint aids in creating a bevel.
Depending on the material, the face width of the fillet, the alloy match, gas coverage, time to freeze and the resulting amount of gas evacuation; the overall weld malleability combined with fusion (face area and penetration) will allow the test piece to lay over fully 90deg. This is where the T part of the joint will end up flat to the horizontal part having a set of bends in both parent materials but the weld root face remaining “in” the parent metal. If the parent metal ‘tears out’ or the root is intact but lifted from the parent metal then the weld has ‘beat the metal’.
Many aluminum MIG welders will improve break bend performance by increasing the fillet face size so the HAZ (Heat Affected Zone) is wider alloying several combined effects to help ‘make the test’. The wider puddle resulting IS NOT thicker-uniformly. Instead, the fillet face is increased by ‘spreading’ the weld metal wider by movement and the edges are more tapered into the parent metal at the toe and top of the fillet.
This is done by “whipping” the puddle using a C or G movement usually with the gun hand assisted by the off hand holding the nozzle. Another method is to simply slow the wire and rate of travel giving more time in the puddle for any given feed and heat combination.
Increased puddle size equals longer liquid time and more arc heat allowing more gas to escape to the top of the weld puddle. Wider face fillets allow a wider heated area so the parent metal can bend over a longer length making the forces on the back-break less by distributing the load over a greater cross section and that helps the weld pass this test too. Finally the greater puddle mass helps to ‘soak’ or sink the puddle into the open side of the weld but that material’s surface isn’t actually “liquid-molten” so the surface doesn’t really get contamination from the air. This means the ‘leading’ edge of the coming back bending isn’t as ‘notched’ as it could be if the weld didn’t sag or penetrate this zone.
So a whipped puddle is wider but not as heavy as the slower traveled solid drag mode fillet. The thinner weld is also spread wider and has usually been applied at much higher settings allowing better wetting and the gas is moving washing a cleaner base for the root. This is very common method to improve break-bend test results and is widely used by full time ‘factory’ welders of the NW who build boats every day.
On the other hand, wider slower welds , as opposed to the patterned method, contract more- so there is more resulting stress and warping if these large cross section welds occur in the middle of the hull panel. The real matter for practice is to get the weld amperage high enough to attain the penetration without having to slow down as much. Like all welding this is a related rate -or a “feel deal” where different people figure this out at different levels of effort.
More Tips
For more on MIG Welding be sure to visit the Miller Site: www.millerwelds.com and use their use their free online training: www.millerwelds.com/education/etraining.html
Pressure Tight Welds

(1) Ballast sled / battery box.
So far my welds have only needed to hold two parts together, and trying to tear these welds apart with a hammer and chisel will give you a good idea of how good of a job you are doing.
(1) I discovered it’s not hard to weld water tight either, at least for low pressure. When I welded the ballast sled together it held water; literally, on the first test. However making something able to take more pressure when it can only be welded from one side is a whole different story.

(2) Exhaust manifold.
(2) Recently I abandoned efforts to try and cast a wet exhaust manifold from aluminum and decided to weld one together instead. After a lot of heating bending, cutting and welding I had a fairly nice looking set of pipes for the guts of the wet manifold. I sent the photo to the left to Ken “Welderman” who is my welding and casting resource. He responded that it looked like I had pin holes and that I should pressure test it. (3) I thought the welds looked pretty good, but I sealed up the manifold, connected it to a 12 volt tire pump, brushed on some soapy water, and.. have you ever seen one of those bubble machines? Some of the holes were easy to fix but others were persistent. I could grind the weld out, fill it back and the leak would be right back. I burned through and patched a couple of spots so I was working backwards part of the time. In desperation I ordered some Super Alloy 5 and which is a 600 degree aluminum rod that uses flux, in hope that it will mend my mess, but I am not confident, and Ken considers it worthless. …Ken was right again about the Super Alloy 5, but I was successful stopping all of the leaks using “Seal All Polymer Sealer” Details are on the Engine and Jet Drive page under Exhaust Manifold.

(3) Pressure testing the manifold.
The inability to accurately control the amount of heat is part of the problem. A TIG welding rig would solve that but for now I need to make do with MIG. So after 16 hours of trial and error I finally got all of the holes patched so that the pump reached 40 PSI before too much air was leaking out the temporary seals. The best approach was to lay down parallel welds, and use my stainless steel brush to remove the soot between each pass. The pin holes most often were at the end of the welds, so I started running a final weld across all of the ends, or hooking the end of the weld so it crossed over the previous weld. It would be so nice to be able to turn down the heat when ending the weld, something that TIG allows without extra equipment and expense. On higher end MIG rigs you can get a foot switch that allows the current to be reduced. The end result is not pretty, but it should do for a prototype, and perhaps I will have upgraded to TIG by the time I need to build a replacement.
Welding Suppliers
www.weldingsupply.com Best Price on ER4043 .035, 1 lb spool wire, Part# 40430351
www.weldingdepot.com WeldingDepot – Good Service
www.Welding-Direct.com Spoolmate 185 parts, Tips are part #186406. Welding-Direct – Poor Service and slow.
www.abrasives4sale.com Grinding Wheels — Cheap but not my favorite.
Grinding Wheels: The local AirGas store sells Flexcel 7″ A-medium disk with 5/8″ hub $9.84 each. Ouch!
Best Welders Supply, 1824 Southwest Blvd (918) 587-0183 ask for Dwayne
Aluminum Suppliers
www.metalsalesusa.com MetalSalesUSA
Tridant, 5555 South Garnett Road, Tulsa, OK 252-5781
Quick Service Steel, 1155 N Peoria, Tulsa OK 587-5909
Interstate Steel and Meta, 2100 N Lewis, Tulsa OK 585-3844
Integris Metals, 1888 N 109 E Av, Tulsa OK 838-9821
Special thanks to Warren Newbury, Durant Oklahoma for proofing this page. Warren is a member of Professional Organization of English Majors (P.O.E.M.) and a retired English teacher. :)[/cs_text][/cs_column][/cs_row][/cs_section][/cs_content]