Mill or Lathe or Combo? We only have room for one on the boat. There were lots of variables but in the end it came do to the needs of the ROV and other structures that are designed for the deep sea. And I definitely wanted repeatability so it had to be cncnow machining. Not because we run it so often but because we do not and CNC can make a monkey look like a pro.
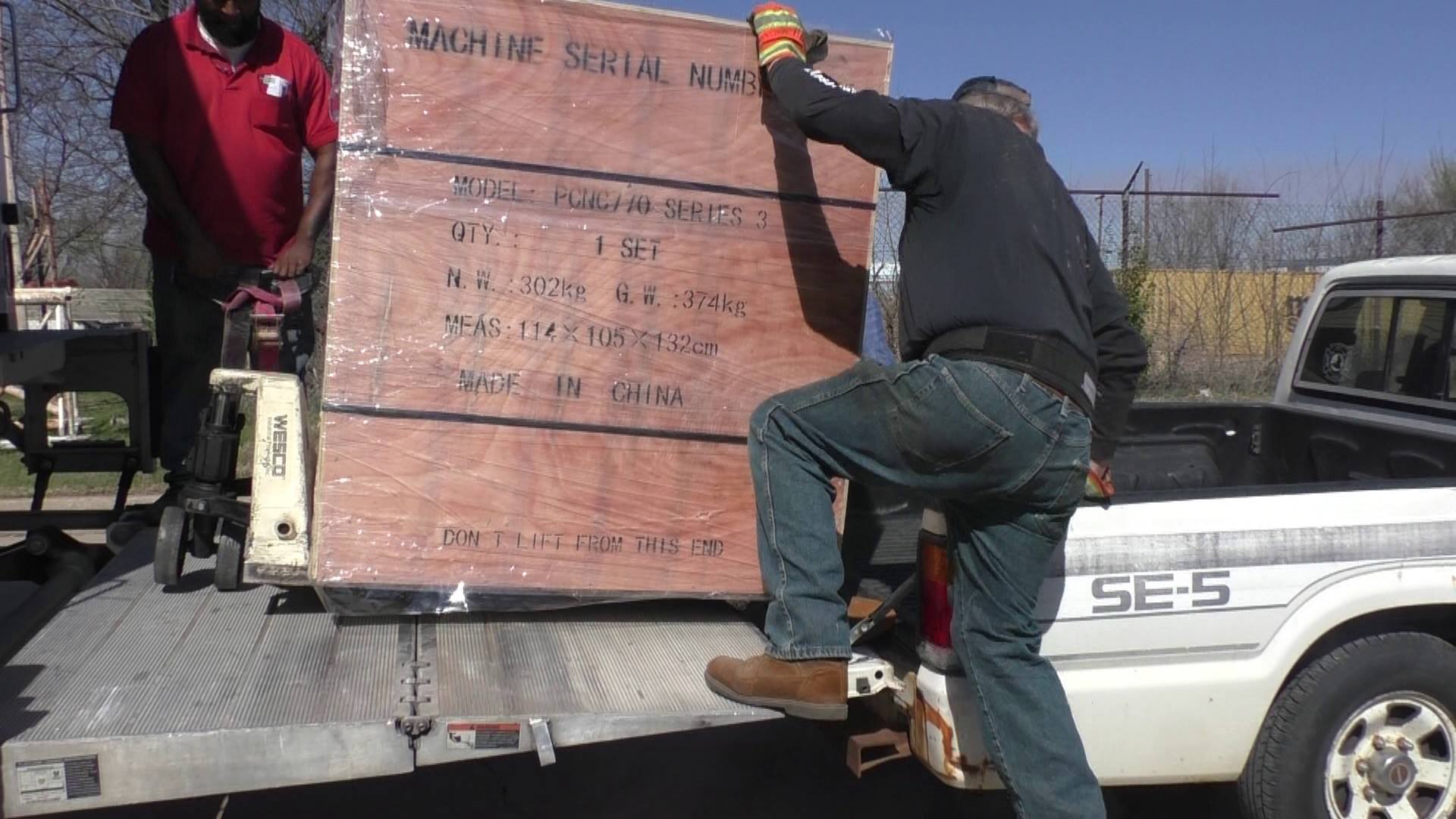

 The one we picked was a Tormach PCNC 770 at about $6,500 I now own a tool that cost more than any car I have ever owned. And that is just the mill, no stand, no enclosure, no tools, or accessories. For those we will go elsewhere and rely on our resourcefulness. Just as we did to unload it, build the stand and enclosure. See the two videos below for details.
The one we picked was a Tormach PCNC 770 at about $6,500 I now own a tool that cost more than any car I have ever owned. And that is just the mill, no stand, no enclosure, no tools, or accessories. For those we will go elsewhere and rely on our resourcefulness. Just as we did to unload it, build the stand and enclosure. See the two videos below for details.
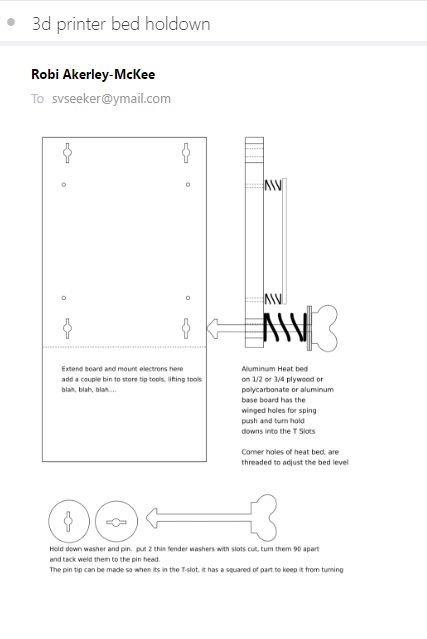 We also want a 3D printer and as space is at a premium on a boat we want to incorporate it into the CNC Mill. It turns out not to be a complicated job, and also one that other CNC Mill owners have already done. We want the printer bead to be quickly attached and detached from the mill bed and Robi drew up some plans.
We also want a 3D printer and as space is at a premium on a boat we want to incorporate it into the CNC Mill. It turns out not to be a complicated job, and also one that other CNC Mill owners have already done. We want the printer bead to be quickly attached and detached from the mill bed and Robi drew up some plans.
Tormach PCNC 770 — For Complete Beginner
Start by skimming the Manual, but it seems to be fairly heavy on propaganda encouraging you to invest in add-ons.
First we need to get it out of the delivery truck. We did that by pushing from the delivery truck lift gate into the back of my Mazda pickup. Then we backed that up to the shop and slid it onto the ground.
Next you will need a sand. The CAD plans for Tormach’s products are on their web site so you can see in detail what it is you need to copy. We welded on together from 3 inch sch 40 pipe and angle iron we had laying around. And put the mill on top with an engine hoist. If you have a winch and a strong ceiling beam, you could skip the engine hoist. Apparently the flatter the top of your stand the better, but I don’t know how much it actually matters. We are going to make parts not engineering works of art. Think Chinese AK-47 vs US M16.
 Next we stopped to think more about what it is we are going to be cutting. That determines what cutters you need, how often you’re going to have to switch cutters, which help decide what you need to hold the cutters and also the thing you’re going to cut.
Next we stopped to think more about what it is we are going to be cutting. That determines what cutters you need, how often you’re going to have to switch cutters, which help decide what you need to hold the cutters and also the thing you’re going to cut.
You can’t go wrong with a vise but unfortunately you can’t just get any old vise. A mill vise is ground very flat on the bottom so it mates with some precision to the mill’s table. And some of them can be mounted on their side to allow for more options. I decided to get a low cost 4 inch and a 6 inch vise. I think they’ll be fine for our desired accuracy. These vise also have jaws that can be replaced so you can cut the jaws so they can better hold onto your work stock. I plan to do a lot of milling into the end of 4″ bar stock so I’ll cut a pair of jaws that wrap around the sides of the stock.
Cutting Bits are whole world unto themselves, but you can take it from me that you do not have to know much about them to get good results. My approach is to ask the professionals and then start with something cheap. Once you know what you’re doing and after you have broken one or two, then you can spend the big bucks for the fancy coatings and start ramping up the feed speed. So the recommendation for a big to hog out a lot of aluminum from my bar stock was a 3/4 dia 3 Flute High Helix Carbide Rougher X 3.0 LOC ZrN Coated for $262.50. The cheaper version is a 3/4″ X 3/4″ 4 FLUTE M42-8% Cobalt Roughing End Mill from Shars for $27.50.
Intro to cutters: A Brief Chat about Carbide Tooling Total Guide to Choosing the Best CNC Milling Machine Cutters
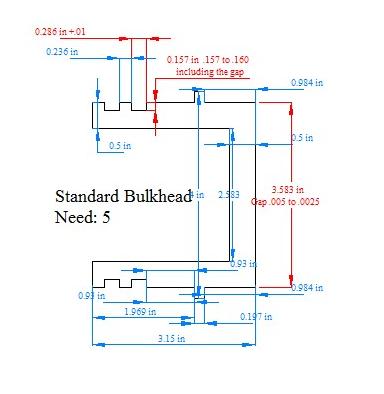
Our part has o-ring grooves and while it looks like a job for a lathe, it can also be done by a CNC mill using a T-slot cutter. Again the expensive cutter is from Harvey Tool and has a .030 corner radius and the cutter we will learn with is T-Slot cutter off eBay for $20.