[cs_content][cs_section parallax=”false” separator_top_type=”none” separator_top_height=”50px” separator_top_inset=”0px” separator_top_angle_point=”50″ separator_bottom_type=”none” separator_bottom_height=”50px” separator_bottom_inset=”0px” separator_bottom_angle_point=”50″ _label=”Section 1″ style=”margin: 0px;padding: 0px;”][cs_row inner_container=”true” marginless_columns=”false” style=”margin: 0px auto;padding: 0px;”][cs_column fade=”false” fade_animation=”in” fade_animation_offset=”45px” fade_duration=”750″ type=”1/1″ style=”padding: 0px;”][cs_text]
Buy a Used CNC table — that’s what I did.

(1) 5 x 10 ft CNC Router Table
(1) We found an old DynaCNC;www.dynacnc.com, 5 x 10 ft router table on www.craigslist.com and ended up paying $3000 for it. It was not completely assembled and running so it’s a bit of a gamble. It’s been converted from servos to 1200 oz/in steppers according to the seller. And it was in the process of being converted from Gecko drivers to Keling drivers. And last ran from a VariAC

(2) It has a custom controller with 3 brand new Keling drivers that replaced Geckos. I’m still not sure why they did that but I suspect that they did not want to mess with a high watt power supply sense the Keling, Automationtechnologiesinc.com, KL11078 (Now: KL-11080, $169, 2012) drivers have the DC power converter built into the driver.
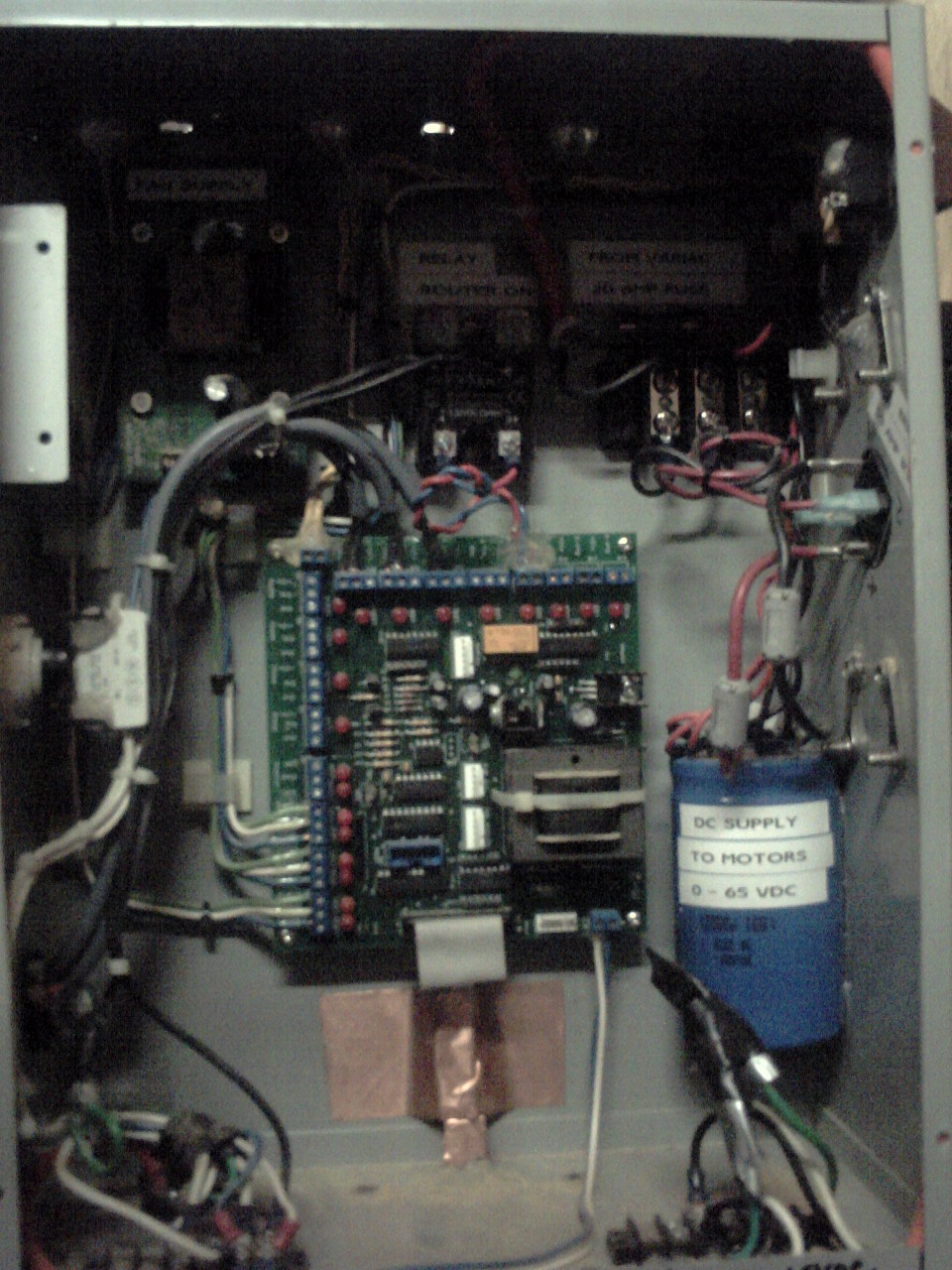
(3) Original Control Box
(3) The control box that came with the unit looks like a hodge-podge of parts including a power supply for the cooling fans, a DC power supply for the no longer present Gecko drives, a high power relay for the router, AC connections to a VariAC; variable AC power supply that is also no longer present and in the center a Sound Logic PC-2-route M-2 Rev 1.8 breakout board that interfaces the computer and the motor drivers.
Documentation
Sound Logic PC-2-route M-2 breakout
Keling KL-11078 Driver Manual
Keling KL-11078 Driver Wiring Diagram
Newer: Keling KL-11080 Driver Manual
Newer: Keling KL-11080 Driver Wiring Diagram
Keling Stepper Motor: KL34H2120-42-8A
CNC Zone: Keling Products: www.cnczone.com
We can rebuild it. …right?
I ripped out everything that belonged to the VariAC system which left behind the PC-2-route breakout board, the “on” and “emergency stop” switches, the high power relay for the router, the cooling fan and it’s small power supply. I got the documentation for the PC-2-route board and it went through it’s test perfectly. I also purchased a $100 desktop with more than enough horse power the required by Mach3 and got the trial version of Mach3. The installation and configuration video on the www.machsupport.com support site is dated but very helpful and soon the right diagnostic lights were blinking in the Mach3 software.
Hooking up the motors was next. No labels on the motors but I stumbled on them at the Keling site;Automationtechnologiesinc.com while looking up the uninstalled Keling drivers that came with the table. Form the dimensions these are KL34H2120-42-8A ($119, 2012) motors. They are 8 wire, but the wires are pared together as: 1- (A+) Blue/Yellow, 2- (A-) Red/Green, 3- (B+) Brown/Orange, and 4- (B-) Black/White. That according to the documentation is Bipolar-Parallel, and this motor wired for Bipolar-Parallel will draw 6 amps per phase at 3.5 volts DC and they produce 1160 oz-in of tork.
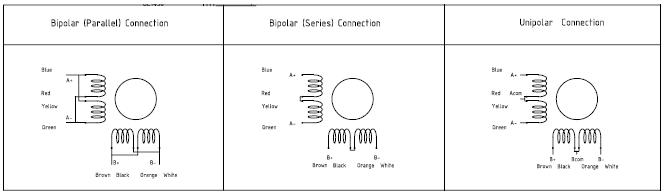
KL34H2120-42-8A wiring options.
PC-2-Route settings: Set jumper: J24 to +5v, and J3 Mode to N1 (for Mach3)
Connection from PC-2-Route to Keling KL-11078: Dir to Dir-, Step to Pul-, and Com to both Pul+ and Dir+
Switch Settings on Keling KL-11078: 5 to Off, Amps is 5.57 so switch 6-9 are On once the table is configured, but use all Off or .32 amps while setting the table up. Pulse to Revolution switch 1-4 as needed; 2000 is a good starting point which is 1-3 Off, and 4 On.
The drivers temperature should not go over 150F (65C) and the motors not over175F (80C).

(1) Custom control box
(1) (2) With a bench test completed on the break out board and drivers, and motors; the next step was to build a control box that would protect the electronics from dirt and keep them cool. I salvaged 4, PC fans from old power supplies, and the DC power supply from the old control box, and built them into the new box alone with a reusable air filter that got cut down to fit in a slot in front of the fans.

(2) Cooling fans and filter.
A door can be closed over the air intake as well as the air exhaust on the top of the box in order to seal the box up when it’s not in use.

(3) Power switch and drivers installed.
(3) The three drivers are mounted at the top of the box where an exhaust vent opening is cut directly above the exhaust fans on each of the drivers. The router relay and DC power supply for the 4 PC fans are both mounted on the back wall along with the drivers. The power switch is a toggle switch mounted on the side, and the wiring harness is simply connected with wire nuts. The Keling drivers have their own DC power supplies built in so they only need AC power.
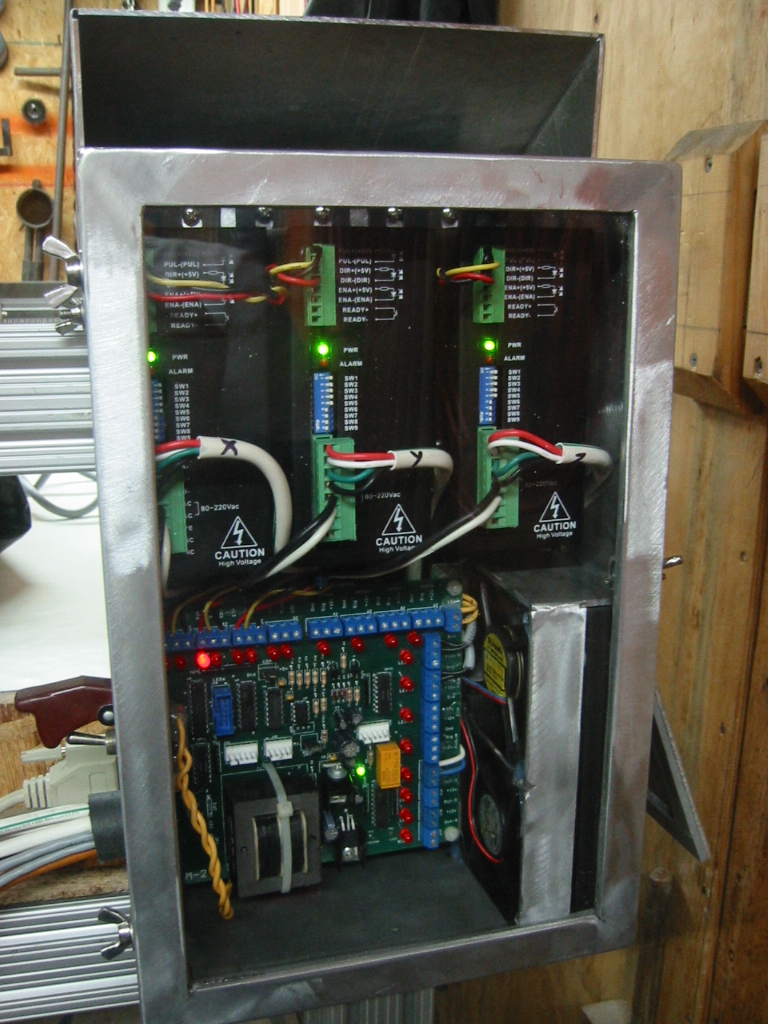
(4) Completed box with acrylic front.
(4) Tabs allow the breakout board to be mounted over the router relay and DC power supply for the fans. The wiring harness from the table motors, router power, and limit switches all come behind the break out board. With the wiring complete the acrylic front panel is put in place and held tight by 3 wing nuts. The air intake and exhaust doors are also held either opened or closed by wing nuts. The emergency shut off switch is mounted on the side, next to the power switch, but it has a safety cover that makes it easy to flip by just slapping the cover closed.
I started with the PC fans and the router’s solid state relay wired backwards forgetting with DC that matters. Once everything is wired up correctly it took a few hours watching the Mach3 setup video again and playing with the settings until everything was moving, moving in the right direction, and homing to the X and Y home switch.
Tuning the table is a mater of getting the motors to move the correct distance. This is easy to do with a ruler and then a caliper on the table to show the actual distance and zeroing out the axis in Mach3 and then jogging over so you move down the ruler and comparing that to how far Mach 3 says it moved on it’s display. Then adjust the number of “Steps per” under “Config” / “Motor Tuning”. The trick was to Tab in Mach 3 to bring up the Jog control and then click the “Jog Mode” to switch from “cont”; continuous to “step” so that each click of the direction button or keyboard arrow only moved the motors a single step. Due to what is likely backlash issues, I could either set my “Steps per” to do well with very small movements or do well with very long fast movements. Since most of my cutting will be large pieces I when for accuracy over the whole table. My table’s “Steps per” are set to 1870.5 for X, 1869.7 for Y and 20000 for Z. The compunction speed is set to 25Khz. This also takes into regard that I have the Keling driver’s dip switches for the “Steps/rev.(for 1.8°motor)” set to 2000.
The size of the table is configured in Mach3 under: “Config”, “Homing/Limits”, and you set the soft limits max and min. My machine’s maximum soft limits are; X: 50 inches, Y: 99 inches, and Z: -5.9. When setup for plasma cutting the cutting head can then travel outside the confines of the box build onto the deck providing a maximum Y of 112 inches. The Z axis is set to a max of 0 and a min of -5.9 as it works from the top down. Or 0 is next to the home switch; even though I don’t have a home switch on the Z axis. You have to restart Mach3 after changing the soft limits. Also don’t configure a home switch for Z if you don’t really have one, so Mach3 does mess with Z with you hit the Reference All Home switch. With soft limits set you can then turn on “Soft Limits” with the button on the main screen and it will prevent you from crashing into the end stops. I also have the Keling driver’s dip switches for the amps supplied to the motors set to .45; the lowest setting, so as to avoid doing damage when I bump the edge of the table while finding the limits. I’ll turn it up as needed later on.
BobCAD-CAM / BobART
After 4 years of being hounded by these guys I finally purchased BobCAD and BobART for $650. It turns out to be fairly good software. Some of the items are a little kluggy, but that is expected for a package that is trying to do so much. It has post processors for Mach3 and after a little customization of those it works without the need for any manual or macro post processing that I have become accustom to doing. The following are the needed tweaks.
BobCAM
— Under CAM Part, Milling Tools, Current Settings, switch the Machine to Plasma & set Maximum Cutting Feed Rate to 250
— Change the Posting file to my custom file: Mach_3_Plasma_Rev2_Custom.MillPst
— Under CAM Part, Milling Tools, Tools; add a Plasma tool with the correct kerf and ipm.
— Under Milling Stock set Top of Z Stock and Stock Thickness to 0 and Rapid Plane to 1
— Under Profile, Approach and Entry, set Rapid Plane to 0.01
— Parameters, Total Depth to 0
— Leads, Lead In, to Right Angle, Length .25 and Lead Out to Right Angle, Length .1
— Tools, select Plasma, and Select Tool to choose the proper Plasma kerf and ipm tool & Cutter On,
Pierce Dwell to 0 & Arc Slowdown to 1%
— Run Compute All Toolpath before each Post & Save As
Mach3
— Use Mach3 Mill so the ipm can be adjusted.
— Configure, Ports & Pins, Spindle Setup and set all of the Delay Spins to 0
— Config, General Config, turn off CV Controls
Our Plans for this Table
We plan to get it running first. But it’s big, really big. We planned on a 4 x 4 or maybe a 4 x 8 table and we build a plasma cutting room into the shop with a huge fan to vent it. We even have it designed so we can open vents in the ceiling and draw the air through the attic so we can vent the room in the winter without loosing our heat. However our kids when and got us a grand baby before Carl shipped out for a tour in Afghanistan so we converted the plasma room into a bed room off the apartment so we can help out Randi. I love the grand kid, but he’s going to owe us for taking our plasma room. Anyhow this 5 x 10 table actually measures more like 6 x 11 and it consumes a huge space in the shop. But its a really sturdy table and it will not be difficult to cut it down to a 4 x 4 so it can eventually go on the boat. I also plan to remove the legs and table framing so that the table can be taken to the steel, rather than the steel being brought to the table.
DIY Vacuum and Water Table

(1) Glueing vinyl to a 3/4″ OSB deck.
(1) We added 3/4 inch OSB, tongue and groove deck on top of the tables frames. It’s cut so that it wedges in snugly between the uprights of the frame so we didn’t bother fasten it down. We then used liquid nails added a 3 inch high wall from the scraps of the decking. This rim will support the water catchment for converting this table to a water table. Next we drilled 4, 1″ holes for vacuum ports and hammered 3/4 PVC through the holes. We ground the PVC pipe coming thought the top side of the table smooth with surface of the table and then glued down a $15 remnant of vinyl flooring.
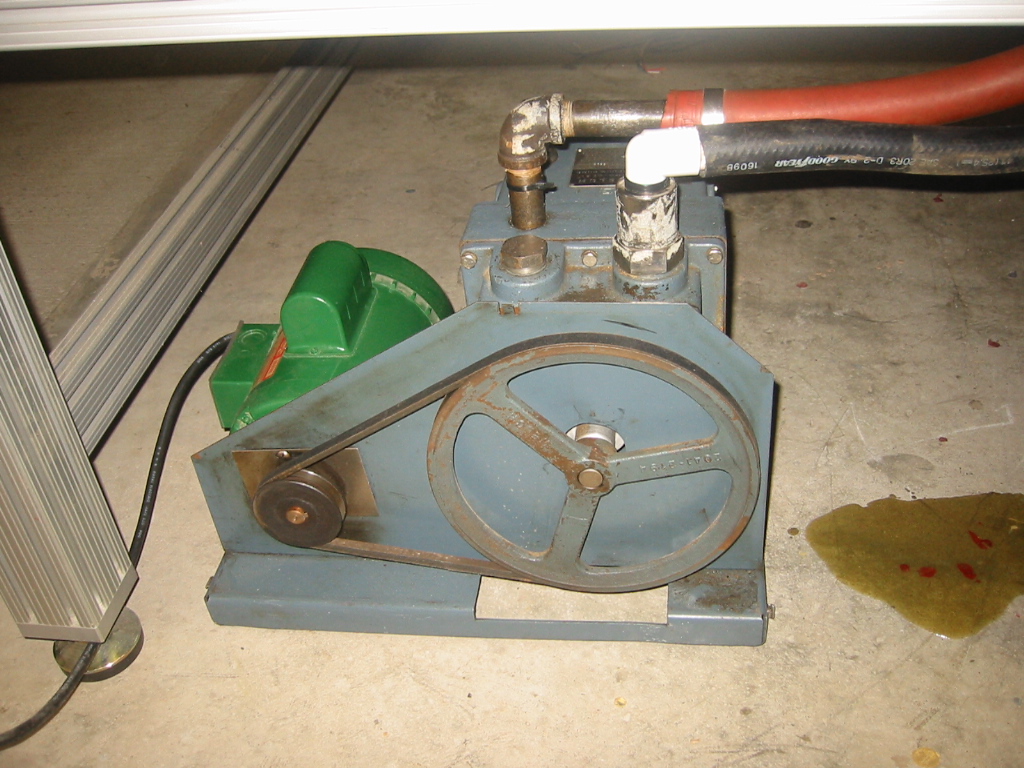
(2) 1 HP, Welch vacuum pump.
(2) The pipes are connected together and then to our vacuum pump. No need to glue the PVC. Just put a little RTV sealant around the joint, and this will let it be disassembled if needed. The pump is a 1 HP, Welch Model 1376 that we got for $25 with the table. It belched a puddle of oil onto the floor, but it was overfilled to start with and we we quickly released the vacuum several times.

(3) Trimming the vinyl.
(3) (4) The edges of the vinyl are trimmed up and holes are cut through the vinyl into the 4 PCV pipes. To use the vacuum we simply place 1/4″ round foam insulation around one or more of the vacuum holes and set the item on top of the foam. Any unused hole is then covered with a small piece of 1/8 gasket material, which we refer to as a cork.
[/cs_text][/cs_column][/cs_row][cs_row inner_container=”true” marginless_columns=”false” _label=”New Item 2″ style=”margin: 0px auto;padding: 0px;”][cs_column fade=”false” fade_animation=”in” fade_animation_offset=”45px” fade_duration=”750″ type=”1/2″ style=”padding: 0px;”][x_video_embed no_container=”false” type=”16:9″][/x_video_embed][/cs_column][cs_column fade=”false” fade_animation=”in” fade_animation_offset=”45px” fade_duration=”750″ type=”1/2″ style=”padding: 0px;”][x_video_embed no_container=”false” type=”16:9″][/x_video_embed][/cs_column][/cs_row][cs_row inner_container=”true” marginless_columns=”false” _label=”New Item 3″ style=”margin: 0px auto;padding: 0px;”][cs_column fade=”false” fade_animation=”in” fade_animation_offset=”45px” fade_duration=”750″ type=”1/1″ style=”padding: 0px;”][cs_text]
Ballpoint Pen CNC Tool

Ballpoint pen modified to fit the CNC for drawing.
I needed some vinyl lettering stencils for painting our web site name on the side of the submarine’s new (1989) Suburban tow truck. I use some tack glue to stick shelf paper alone with it’s backing paper to a piece of 1/2″ insulation foam.
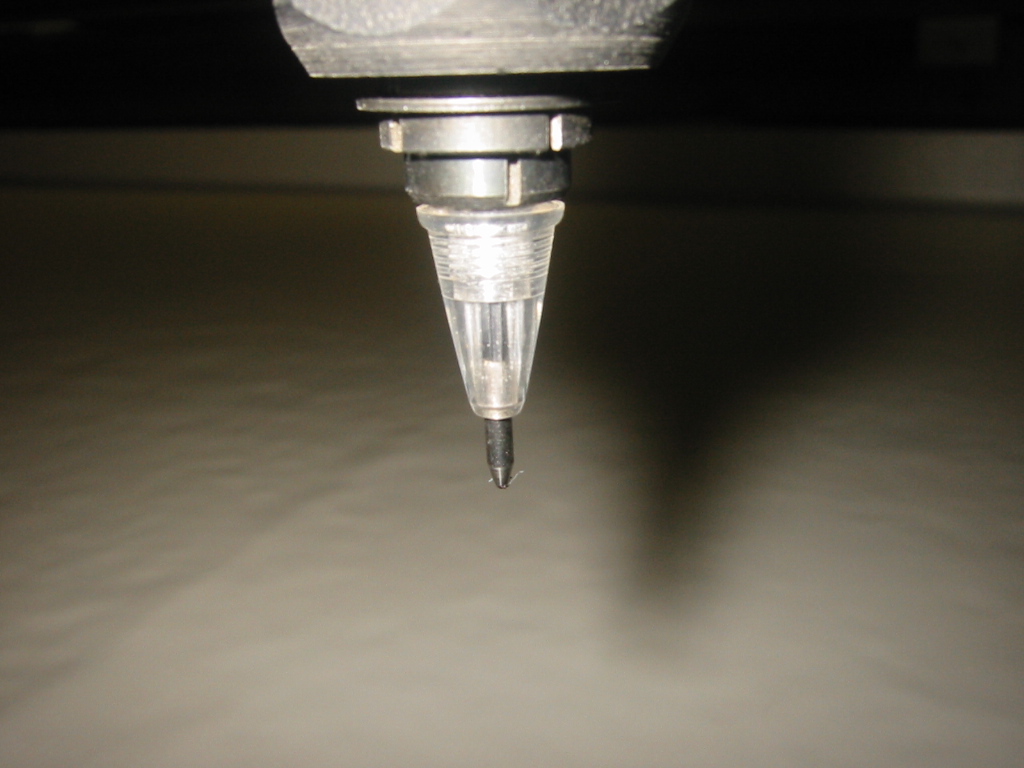
Modified ballpoint pen fit into the CNC’s router.
Then I tried routing the letters out with a 1/6″ ball nose bit. That left a ruffled cut on the contact paper so decided to draw it on and cut it with a razor blade. The problem is that you can not just stick a pen or marker into the chuck.
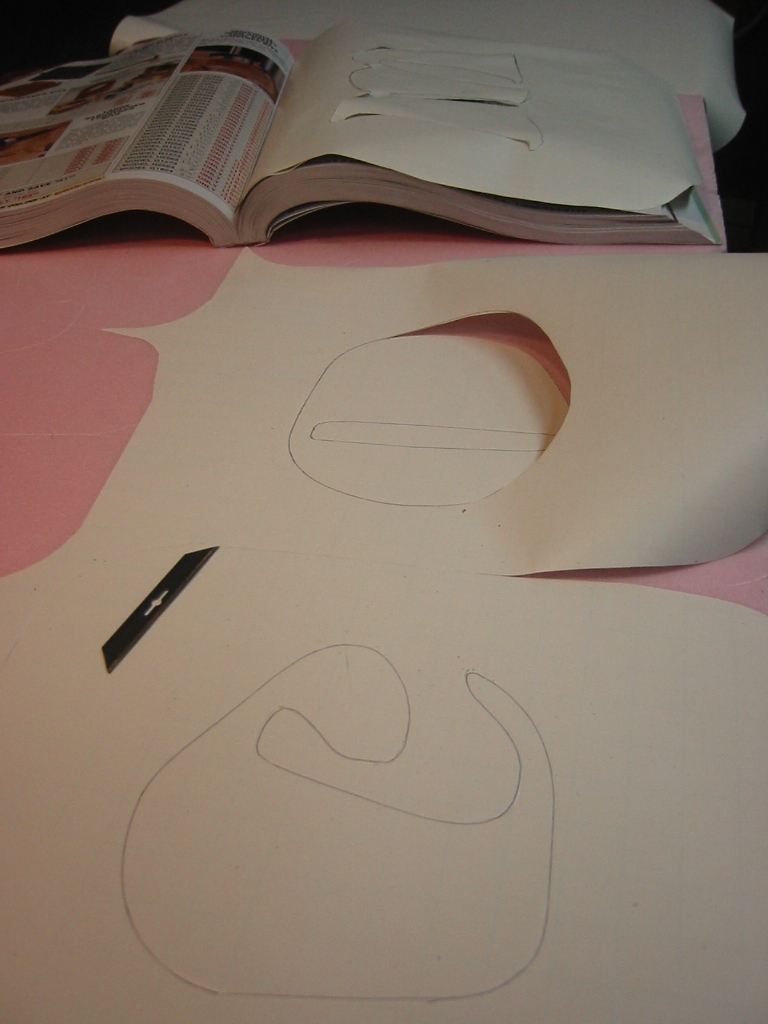
Vinyl letter stencil cut from shelf paper after the letters were drawn onto the paper using the homemade ballpoint pen CNC tool shown above.
I know, tried it. The tip of the pen must be able to to keep in firm contact with the surface without tearing through, but also be able to bounce up over the small irregularities in the surface. The trick is to start with a pen that has a spring in the tip. Take it apart, cut it down to a couple of inches and put the spring on the other side of the of the shoulders on the ink tube so it pushes the point down. The whittle or grind down a ring to go behind the spring and wedge or glue it in place. The grind down outside of the pen so it fit in one of the collets for the router chuck.
Mach3 Rounding Corners and GCode
Now that our CNC is running I found that I will also have to understand a bit more about g-code and Mach3’s configuration settings. My first problem was rounded-corners. I could get the machine to move fast, but when it came to a 90 degree turn it would start the turn early and round it off instead of slowing down and making a nice sharp turn. The dumb solution was to tell the program that generated the g-code to set the feed rate really slow. The better solution was find the setting in Mach3’s Config/General Config that lets you select between “Constant Velocity”; CV and “Exact Stop”. It turns out that Mach3 has a whole paper dedicated to these settings: www.machsupport.com/docs/Mach3_CVSettings_v2.pdf. In short “Constant Velocity” keeps the tool moving at the defined inches per minute; IPM so the corners get rounded off. The faster the IPM is, then the more round your corners will be. Exact Stop will slow the IPM so that the corner is exact. Exact Stop however is not the answer because arc’s in most gcode are a bunch of short lines with lots of corners, so Exact Stop will run them very slowly. The best answer is “Constant Velocity”, but set the CV “Distance Tolerance” to an acceptable amount of rounding. If it is set very low, the the machine will slow down to stay within the tolerance. So it will be “constant velocity” when it’s possible. The settings for CV are also on the General Config window down on the right, under “CV Control”. Change “CV Distance Tolerance” from 25 units to .05 and turn off “G100 Adaptive NurbsCV”. If your program that outputs your gcode does not convert arcs into a whole bunch of little 90 turns, then you can set “Stop CV on angles > ___ Degrees” to 80. Finally, change “LookAhead 20 Lines” to 200 lines, in order to give Mach3 better ability to see when it is going to need to slow down. I going to play around with these settings some more, but they do let me run the machine at 80 ipm and make 90 degree turns with a very small radius.
This site is a great resource for understanding the g-codes www.cncezpro.com The g-code reference page is under “CNC”.
Quick gcode Reference
Codes on the same line are done simultaneously. Multiple axis moves are coordinated so that both moves are completed together.
Fx sets the feed rate
G0 “rapid move” – move in a straight line at the highest possible speed.
G1 feed rate; speed set by the “F” code, move in a straight line.
G2 and G3 are clockwise and counterclockwise arc moves and they either use I for center or R for the radius of the arc.
G90 defines absolute moves
G90.1 defines absolute arcs
G91 defaults system to accept all coordinates as incremental, or relative to the current location.
G91.1 defines incremental arcs
G54-G59.3 fixture offsets
Mx commands are things like; M2 program end, and M6 tool change.
Tx commands are for things like tool selection.
Parts Reference
Y – axis Gearbelt – XL, 60 Teeth, Length 12.0 In, Width: 3/8 In.
X – axis Gearbelt – XL, 50 Teeth, Length 10.0 In, Width: 3/8 In.[/cs_text][/cs_column][/cs_row][/cs_section][/cs_content]